Heat treatment of metal, we optimize the coating
The most important processes at InProCoat
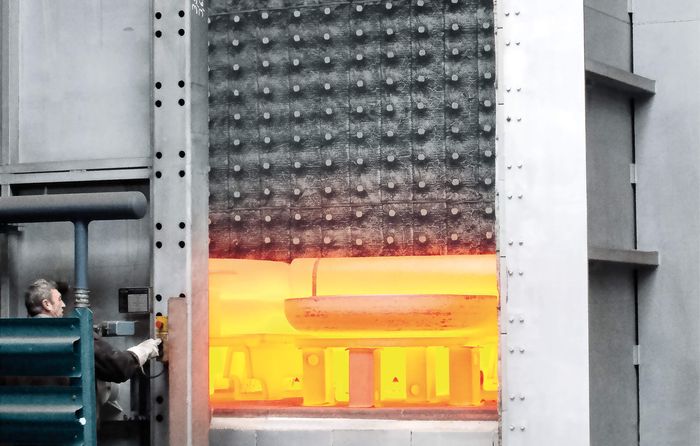
The heat treatment of steel can change material properties such as surface hardness, strength, temperature resistance and ductility, thereby significantly extending the service life of metallic components. We use these processes, among others, for this purpose:
Quenching and tempering - improves the toughness of your steel
Annealing (solution annealing, normalizing, stress relief annealing) - Influences the material properties depending on the purpose
We would like to introduce you to the individual heat treatment processes in more detail below.
Would you like heat treatment for your project? Contact us directly!
Why is heat treatment important in connection with pipe coatings?
Heat treatment is a crucial step in pipe coating as it improves the adhesion and durability of the coating. It helps to create a strong bond between the surface of the pipe and the applied coating.
What types of pipe coatings require heat treatment?
Many types of pipe coatings require heat treatment, especially polymer-based coatings such as epoxy or polyurethane coatings. These coatings often need to be cured at certain temperatures to be fully effective.
How is heat treatment carried out during pipe coating?
Heat treatment is normally carried out after the coating has been applied. The pipes to be coated are heated to the specified temperature in an oven or heating system. The temperature and duration of the treatment vary depending on the type of coating and the requirements of the project.
How do you choose the right heat treatment for your pipe coating?
Choosing the right heat treatment depends on several factors, including the type of coating, the materials of the pipe and the requirements of the project. It is advisable to work closely with experienced pipe coating professionals to determine the optimum treatment. We would be happy to provide you with individual advice on heat treatments for pipe coatings.
Quenching and tempering steel
The tempering of steel is a combination of hardening and tempering, whereby the tempering temperature is usually above 550 °C. This form of heat treatment is used to significantly improve the toughness properties at a given tensile strength. The highest toughness is achieved by tempering a purely martensitic hardening structure.
Tempering is only suitable for hardenable materials. In addition to steel, this also includes non-ferrous metals such as titanium alloys. The hardenability of the material depends on whether it is able to form a martensite or bainite structure. In addition, the hardenability depends on the grain size of the microstructure, which influences the temperature-dependent transformation processes.
For classic tempering of steel, it must have a carbon content of 0.2 to 0.3 percent. For steels with other properties, so-called surface hardening is recommended.